I. Serpêhatî
Bi pêşkeftina bilez a lojîstîka kîmyewî û enerjiyê ya navneteweyî, tank û konteynerên hilanîna pola zengarnegir bi berfirehî di veguheztin û hilanîna kîmyewî, xwarin û vexwarin, enerjî û materyalên din de têne bikar anîn. Ji ber hişkbûna germahiya nizm a hêja û berxwedana xwerû ya baş, pola zengarnegir austenitic bi berfirehî di avakirina tankên hilanîna kryojenîk, amûr û strukturên mezin ên krîogenîk de tê bikar anîn.

Tanka hilanînê ya krîogenîk
2. Danasîna kurt a meya -196℃ bandora germahiya nizm a welding pola zengarnegir
| Liq | Nav | Cins | Rêzan | Bingotin | |
| GB/YB | AWS | ||||
| Elektrod | GES-308LT | A002 | E308L-16 | E308L-16 | -196℃≥31J |
| Flux wire | GFS-308LT | - | TS 308L-F C11 | E308LT1-1 | -196℃≥34J |
| Têl hişk | GTS-308LT (TIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J |
| GMS-308LT (MIG) | - | H022Cr21Ni10 | ER308L | -196℃≥34J | |
| BIRREK | GWS-308/ GXS-300 | - | S F308L FB-S308L | ER308L | -196℃≥34J |
3.Elektroda me GES-308LT (E308L-16)
Ji bo ku em hewcedariya bazarê bicîh bînin, pargîdaniya me cûrbecûr elektrodên pola zengarnegir austenitic austenitic, pêkhateya kîmyewî ya ku di Tablo 1 de tê xuyang kirin) û taybetmendiyên mekanîkî yên domdar (wek ku di Tabloyê de tê xuyang kirin) cûrbecûr germahiya ultra-kêm, hişkbûna bilind pêşxistiye. 2), û xwedan performansa pêvajoya weldingê ya hemî pozîsyonê ye, û dijwariya bandora germahiya nizm ya hêja, bandora mîqdara wê ya ferîtê li ser nirxa bandorê (Table 3).
1.Pêkhatina kîmyewî ya metalê depokirî
| E308L-16 | C | Mn | Si | P | S | Ni | Cr | Mo | Cu | N | Fn |
| NB (%) | 0.04 | 0,5-2,5 | 1.0 | 0.030 | 0.020 | 9.0-12.0 | 18.0-21.0 | 0.75 | 0.75 | - | - |
| Nimûne1 | 0.022 | 1.57 | 0.62 | 0.015 | 0.006 | 10.25 | 19.23 | 0.020 | 0.027 | 0.046 | 6.5 |
| Nimûne2 | 0.037 | 2.15 | 0.46 | 0.018 | 0.005 | 10.44 | 19.19 | 0.013 | 0.025 | 0.45 | 3.8 |
| Nimûne3 | 0.032 | 1.37 | 0.49 | 0.017 | 0.007 | 11.79 | 18.66 | 0.021 | 0.027 | 0.048 | 0.6 |
Tablo 1
2.Taybetmendiyên mekanîkî yên metalê depokirî
| E308L-16 | Hatinî MPa | Tensile MPa | Dirêjbûn % | -196℃imparct J/℃ | GB/T4334-2020 E Korozyona Intergranular | Rteftîşa adiografîk | Bingotin | |
| Nirxa yekane | Nirxa navîn | |||||||
| NB | - | 510 | 30 | - | - | - | I | - |
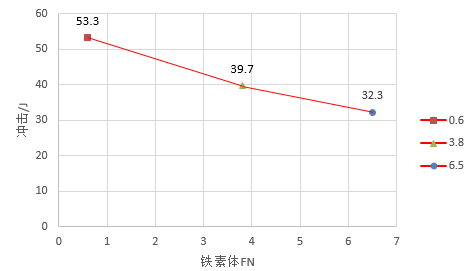
| Nimûne1 | 451 | 576 | 42 | 32/32/33 | 32.3 | xwende | I | - |
| Nimûne2 | 436 | 563 | 44 | 39/41/39 | 39.7 | xwende | I | - |
| Nimûne3 | 412 | 529 | 44.5 | 52/53/55 | 53.3 | xwende | I | - |
Tablo 2
3. Bandora mîqdara ferrîta metalê ya razayî li ser bandorê
4. Nîşandana pêvajoya welding (φ3.2mm)


Weldandina rast berî û piştî rakirina slaqê (DC+)


Welding hêlînê berî û piştî rakirina slag (DC+)
4. Tedbîrên ji bo welding vertical
1. Welding niha kêm divê bê bikaranîn;
2. Arc bi qasî ku pêkan kêm bimîne;
3. Dema ku arc li her du aliyên groove diheje, ji bo demekê bisekine, û firehiya swing di nav 3 qatan ji diameter elektrodê tê kontrolkirin.
5.Pipeline picture of welding consumables application

Ji bo -196℃ kelûmelên welding polayê zengarnegir bi bandora germahiya nizm, piştî lêkolîn û pêşkeftina bi salan a malzemeyên weldingê, me berê xwedan malzemeyên welding ên piştgirî yên ji bo çîpên welding, korikên zexm, korikên fluksê û kemerên binavkirî hene, û kevana domdar a elektrodê desta pêşxistiye. melzemeyên welding ji bo welding hemî-pozîsyon, û gelek destkeftiyên serîlêdana endezyariyê hene, xêrhatina xerîdaran dikin şêwir bikin û hilbijêrin!
Dema şandinê: Dec-16-2022