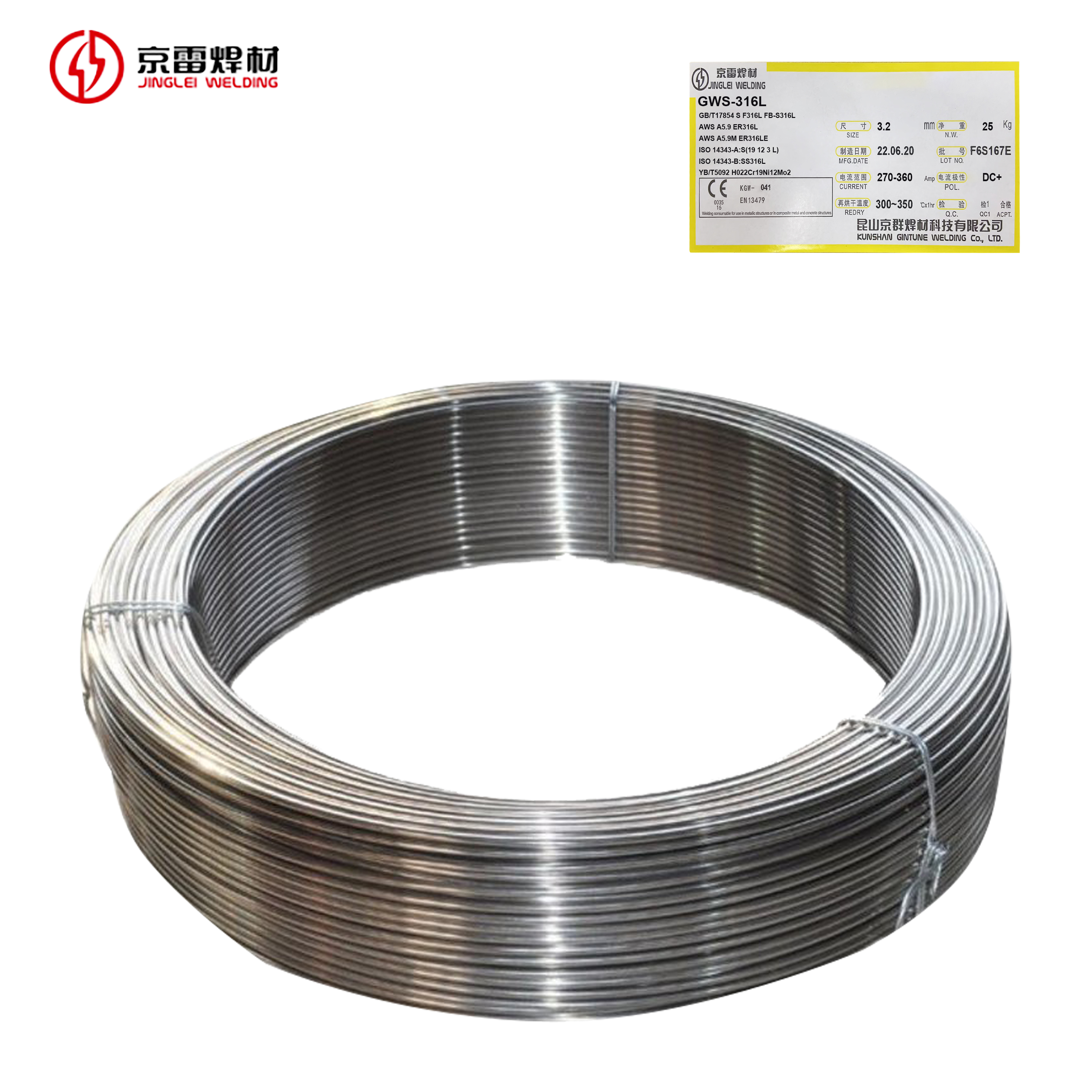
Polayên zengarnegir SAW têl welding ER316L û çêkirina welding flux





WELDING TECHNOLOGY
Nehêlin pirsan
Berdewam li ser te

Bêîstîqrara Arc

Mêjûkirina nebaş

Pevçûnek zêde
Minasib ji bo pîşesaziya petrokîmyayê,
keştiya zextê, tanka hilanîna germahiya nizm
Fertilizer, urea, makîneyên xwarinê û pîşesaziyên din.

Ripple baş
Karbona kêm 18%Cr-12%Ni-2%Mo Welding polayê zengarnegir (SUS316, hwd.)
Hesasiya şikestî û berxwedana korozyonê ya weldabûna hêja.

Slagging hêsan
Parametreya hilberê
KOMPONETA KÎMYYA:
| ALLOY(wt%) | C | Si | Mn | P | S | Ni | Cr | Mo |
| GB / T RULES | 0.015 | 0.76 | 1.65 | 0.024 | 0.002 | 12.6 | 18.4 | 2.3 |
TAYBETÎ MÊKANÎK:
| MAL | Hêza dirêjkirinê (Mpa) | Dirêjbûn/% | NIRXA IMAPACT J/℃ | Korozyona Intergranular | ||||
| GB / T RULES | 580 | 37 | ≥31/-196 | Rêbaza GB/T4334E derbas bû | ||||
PÊŞNÎŞAN PARAMETÊN WELDING:
| DIAMETERS SPECIFICATIONS(mm) | 2.4 | 3.2 | 4.0 | ||||
| Wolt | 28-32 | 28-32 | 28-32 | ||||
| Amp | 270-360 | 400-550 | 500-650 | ||||
| Leza (mm/min) | 250-320 | 300-420 | 400-480 | ||||
| Dirêjbûna hişk (mm) | 20-24 | 22-26 | 30-34 |
Piştgiriya fabrîkî




Hilber ji bo a
range berfireh yên sepanên
WELDING TECHNOLOGY

-
Projeya YAMAL LNG

-
Hêza Nukleerî ya Shandong CV20

-
Materyalên welding ji bo wesayîtên rêwîtiyê
KOMPONETA KÎMYYA:
| ALLOY(wt%) | C | Si | Mn | P | S | Ni | Cr | Mo |
| GB / T RULES | 0.015 | 0.76 | 1.65 | 0.024 | 0.002 | 12.6 | 18.4 | 2.3 |
TAYBETÎ MÊKANÎK:
| MAL | Hêza dirêjkirinê (Mpa) | Dirêjbûn/% | NIRXA IMAPACT J/℃ | Korozyona Intergranular | ||||
| GB / T RULES | 580 | 37 | ≥31/-196 | Rêbaza GB/T4334E derbas bû | ||||
PÊŞNÎŞAN PARAMETÊN WELDING:
| DIAMETERS SPECIFICATIONS(mm) | 2.4 | 3.2 | 4.0 | ||||
| Wolt | 28-32 | 28-32 | 28-32 | ||||
| Amp | 270-360 | 400-550 | 500-650 | ||||
| Leza (mm/min) | 250-320 | 300-420 | 400-480 | ||||
| Dirêjbûna hişk (mm) | 20-24 | 22-26 | 30-34 |






Peyama xwe li vir binivîse û ji me re bişîne